-
tel: +86-133 3812 3788
-
email: erwpipemill@gmail.com
EN
How Round Tube Is Converted to Square and Rectangular Tube in an ERW Mill
May 18, 2026
Many buyers know they want to produce square or rectangular tube, but they are not sure how the conversion actually happens in an ERW tube mill line. In most cases, square and rectangular tubes are formed from welded round tube and then shaped through the sizing section with suitable roll tooling and machine arrangement.

This process matters because buyers often ask whether one machine can produce both round and shaped tubes, whether the square tube range matches the round tube range, and what kind of tooling or sizing arrangement is required. The correct answer depends on the real size list, wall thickness, and final production goal.
Why Round-to-Square Conversion Matters
Square and rectangular tube projects are common in construction, furniture, automotive, and structural steel production. Buyers therefore need to understand whether the ERW tube mill line is designed only for round tube or whether it can also handle square and rectangular conversion with the required size stability.
1. Square and Rectangular Tube Usually Start from Welded Round Tube
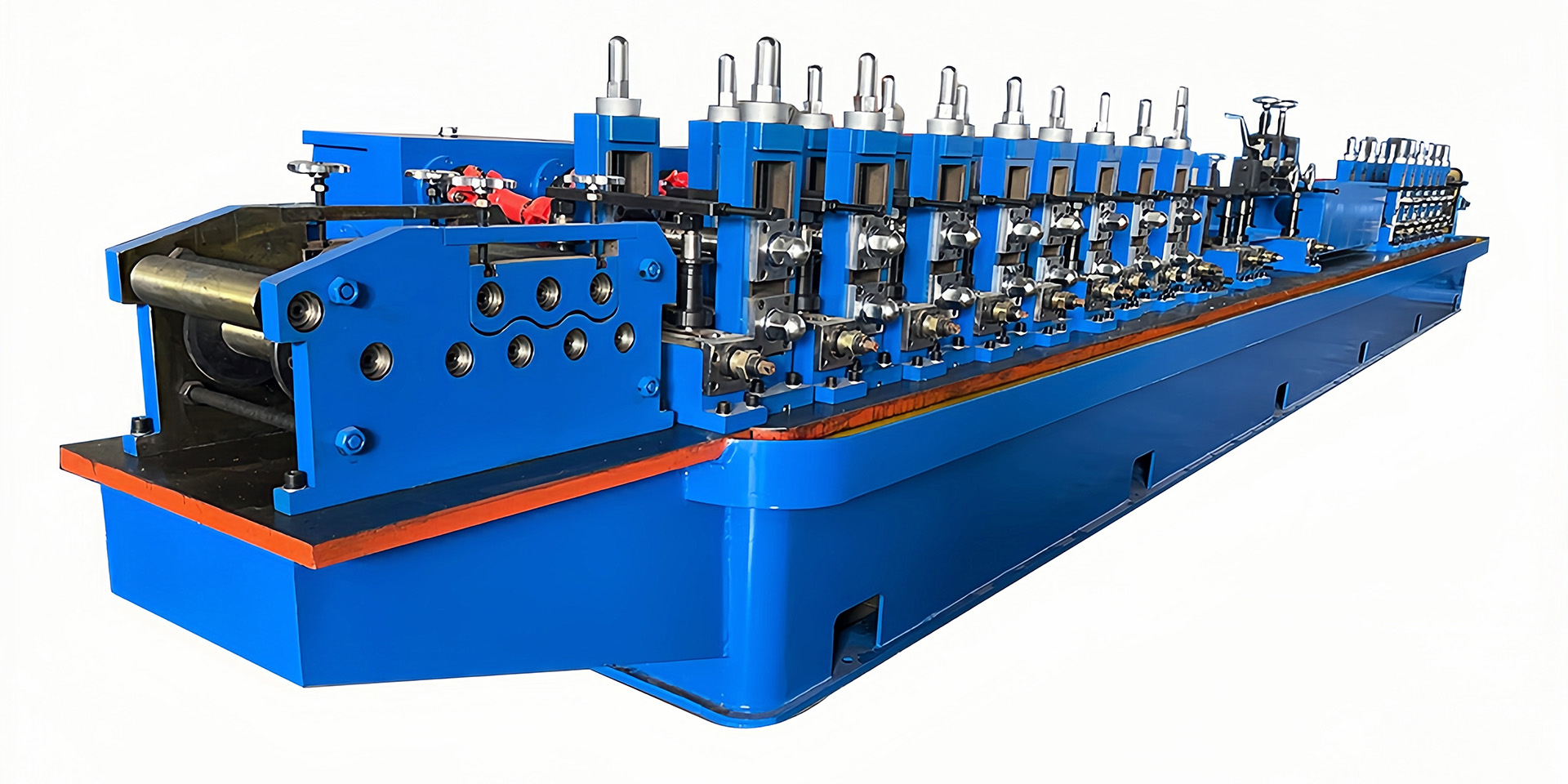
In a typical ERW tube mill process, the strip is first formed into a round open tube, then welded, and after that guided into the sizing section where suitable roll tooling converts the welded round tube into the required square or rectangular profile.
2. Buyers Should Not Assume the Round and Square Range Are Always the Same
A model may support a certain round tube range, but that does not automatically mean every square and rectangular size within the equivalent outer dimension is equally practical. Buyers should ask for the actual square and rectangular size range based on the machine structure and roll tooling arrangement.
3. Wall Thickness Still Matters in the Conversion Stage
Round-to-square conversion is not only about outer size. The corresponding wall thickness influences forming load, sizing control, corner quality, and the practical stability of square or rectangular production. That is why buyers should always send size together with thickness.
4. Tooling Design Is a Major Part of the Solution
Square and rectangular production depends heavily on roll tooling. Buyers should confirm:
- Whether square and rectangular tooling is included
- Which sizes are included in the tooling scope
- Whether the project will require frequent size changes
- How the tooling is matched to the real product list

5. The Sizing Section Should Match the Product Plan
The sizing section is where the welded round tube is gradually shaped into the target profile. Buyers should review whether the sizing stands, shaft arrangement, and tooling logic are appropriate for the intended square and rectangular sizes, especially if the project mixes several shapes.
6. Product Mix Affects the Best Machine Choice
If the line will mainly produce round tube with occasional square conversion, the recommendation may differ from a project that focuses heavily on square and rectangular tube production. Buyers should explain the product mix clearly instead of only asking for the maximum range.
7. Cutting Choice Also Matters for Shaped Tube Production
Square and rectangular tube projects often pay more attention to end quality and dimensional consistency. Buyers should therefore review whether the cutting system, such as cold saw or hot friction saw, is appropriate for the required output and finished tube quality.
8. The Best Way to Ask About Round-to-Square Conversion
Instead of asking only “Can this machine make square tube?”, send the real target specification, for example:
- Round tube: Φ50.8mm x 2.0mm
- Square tube: 40x40mm x 1.5mm
- Rectangular tube: 40x60mm x 2.0mm
- Expected product mix and changeover frequency
This helps the supplier explain whether the machine scope and tooling arrangement are truly suitable.
Related Reading
- Square Tube Mill Machine: How to Choose for Square and Rectangular Tube Production
- How to Choose Roll Tooling for Round, Square and Rectangular Tube Production
- How to Choose a Tube Mill Model by Tube Size and Wall Thickness
- View Tube Mill Machines
FAQ
Does square tube start directly from flat strip?
In a typical ERW tube mill line, the strip is first formed into round tube, welded, and then converted into square or rectangular tube through the sizing section.
Can one tube mill always produce both round and square tubes?
Not automatically. The actual ability depends on the machine scope, sizing arrangement, tooling package, and your real size and thickness combinations.
Why is wall thickness important for square and rectangular tube production?
Because it affects shaping load, corner quality, dimensional stability, and the practical range the machine can handle.
What should I send if I want to confirm square tube production?
Send your round, square, and rectangular sizes separately together with the corresponding wall thickness and expected product mix.
CTA
If you are planning square or rectangular tube production, send your exact size list, wall thickness, and product mix. XFX can help you review whether the machine scope, sizing section, and tooling arrangement are suitable for your project.
Recent Posts

October 26, 2016
The Most Successful Engineering Contractor
Jun 09, 2026
How to Reduce Scrap Rate in ERW Tube Mill Production



Request a Tube Mill Quote
Tube Mill Inquiry Information
Line Quantity
Unit
Set
Please send your tube shape, exact tube size, wall thickness, raw material, country, purchase time, WhatsApp or email, and company name. XFX will help check the suitable tube mill model and configuration for your production plan.