-
tel: +86-133 3812 3788
-
email: erwpipemill@gmail.com
EN
Tube Mill for Scaffolding Pipe Production: What Buyers Should Confirm
Jun 11, 2026
Scaffolding pipe buyers usually care about dependable dimensions, stable weld quality, straight tube, suitable cutting quality, and consistent output. For the pipe factory, these results start with a tube mill line that matches the actual product list rather than a machine selected only from a broad diameter range.
If you are planning scaffolding pipe production, prepare the exact outside diameter, corresponding wall thickness, raw material, finished length, cutting requirement, and type of scaffolding system before comparing quotations. This information helps the tube mill manufacturer review the forming section, HF welder, sizing section, cutting system, roll tooling, and optional equipment as one complete project.

What Scaffolding Pipe Products Do You Plan to Produce?
The first step is to define the finished products. Scaffolding projects may include round steel pipe, tubes used for ringlock or disk-type systems, and other structural components. The production plan can vary by market, customer standard, coating method, and end-use requirement.
Do not send only a general request such as 20-80 mm and 0.8-3.0 mm. A useful production list connects each tube size with its real wall thickness. For example:
- Round tube: 25 mm OD x 1.2 mm wall thickness
- Round tube: 48.3 mm OD x the required wall thickness
- Other structural tube: exact dimension x corresponding wall thickness
The examples above explain the format only. Final machine selection must be based on your confirmed sizes, wall thicknesses, material, finished tube requirement, and selected configuration.
Why Exact Size and Wall Thickness Matter
A broad range does not show which combination creates the highest forming load. The largest diameter may not use the heaviest wall, and the heaviest wall may be required on a smaller product. These combinations affect machine structure, roll tooling, motor arrangement, HF welder matching, sizing stability, and cutting selection.
This is why XFX reviews the buyer's main production sizes and less frequent sizes separately. The goal is to recommend a practical line for the real product mix, not to promise that one model can automatically cover every specification inside a general range.
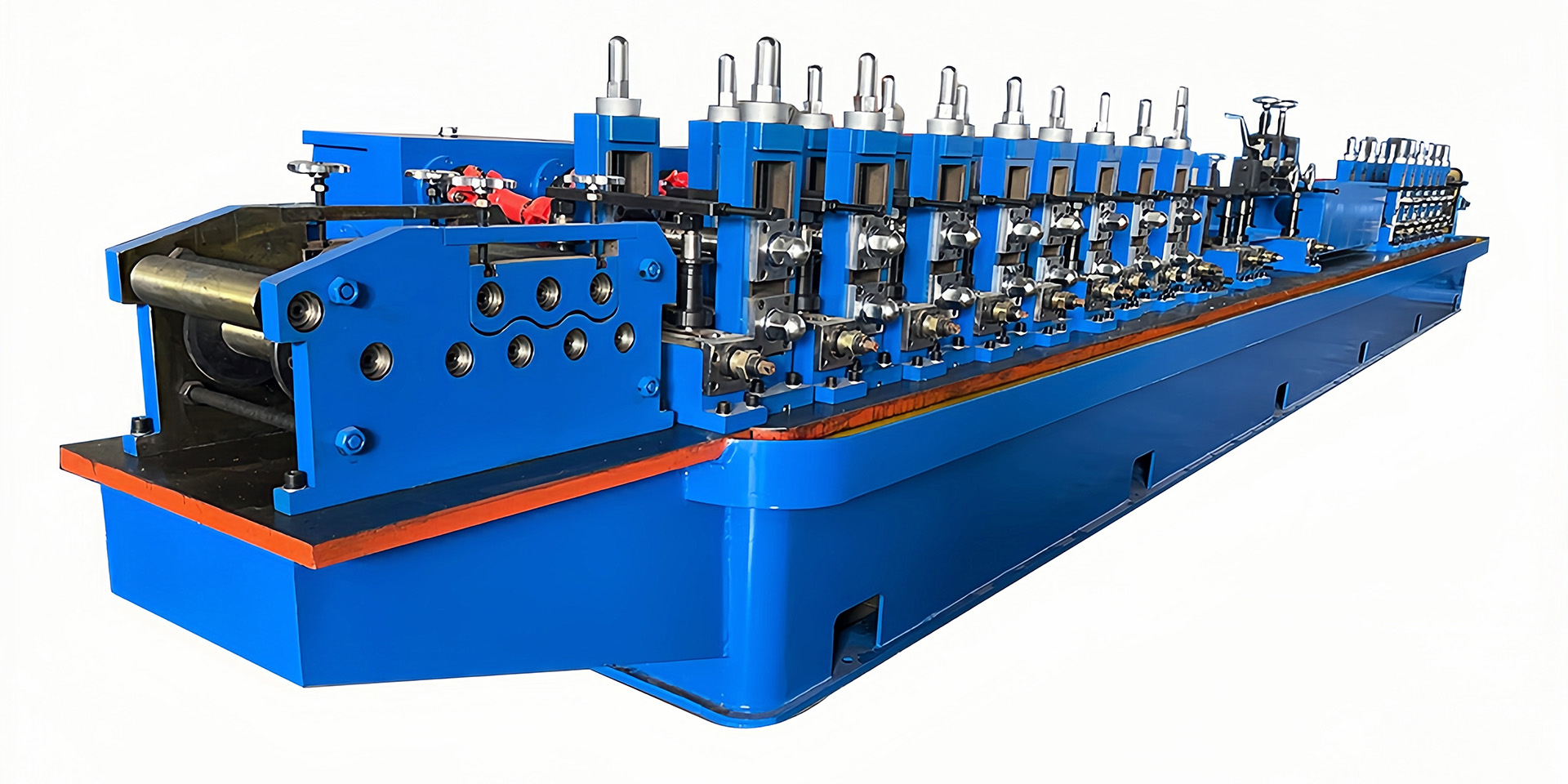
Typical ERW Tube Mill Process for Scaffolding Pipe
A high frequency welded tube mill for scaffolding pipe normally follows this production flow:
- Uncoiling the steel strip
- Shearing and butt welding the strip ends
- Storing strip in a horizontal or vertical accumulator
- Forming the strip into an open tube shape
- High frequency welding and squeeze roll control
- Cooling and sizing the welded tube
- Online cutting to the required length
- Run-out, inspection, packing, or further processing
Key Machine Sections Buyers Should Confirm
Entry Section and Accumulator
The entry section should match coil weight, strip width, production rhythm, and the buyer's preferred operating method. An accumulator helps the line continue running while strip ends are joined, which can reduce unnecessary stops when the complete entry process is correctly configured.
Forming and Welding Section
Stable forming helps the strip edges meet correctly before welding. The HF welder and squeeze roll setup should be reviewed according to tube size, wall thickness, raw material, and expected production conditions. Buyers should also confirm how weld seam observation, scarfing, cooling, and operator adjustment will be handled.
Sizing and Straightening Section
After welding, the sizing section controls the final outside dimension, roundness, and straightness. These points are important when the finished pipe will be cut, galvanized, threaded, welded into frames, or used with scaffolding connectors.
Cutting and Run-Out Section
The cutting system should match finished length, tube size, wall thickness, line speed, pipe-end requirement, and budget. A cold saw is often considered when buyers want a cleaner cut and better pipe-end condition. A hot friction saw can still be suitable for some production plans. The right choice depends on the product and operating priorities.
Roll Tooling Must Match the Real Product List
Roll tooling affects forming stability, weld preparation, final dimensions, surface condition, and changeover work. Before ordering, confirm which tube sizes are included in the tooling scope and which sizes require additional tooling.
If your project includes several scaffolding pipe sizes or other round, square, and rectangular tubes on the same line, send the full list for review. This makes it easier to compare quotations fairly and avoid discovering missing tooling after the machine has been ordered.
What About Ringlock and Disk-Type Scaffolding Tubes?
Tube production is only one part of the complete scaffolding component process. If the finished tube will be used for ringlock, disk-type, or other modular scaffolding systems, tell the machine supplier about the downstream process and finished component requirement.
This does not mean every downstream operation belongs inside the tube mill. It means the tube mill specification, cutting quality, finished length, and handling plan should support the next production step.

Galvanized Scaffolding Pipe and Weld Seam Protection
If you plan to produce galvanized pipe from pre-galvanized strip, the weld area requires special attention because welding can affect the zinc layer near the seam. A zinc spraying machine may be considered for weld seam protection when it matches the production process and the buyer's finished pipe requirement.
Confirm the raw material, coating method, weld seam treatment, zinc wire, spray arrangement, and required finish before adding this option. The equipment should be selected as part of the real GI pipe process rather than added only because it appears in a standard quotation.
Installation, Training, and Long-Term Support
Overseas buyers should compare more than the machine price. A scaffolding pipe project also needs installation planning, commissioning support, operator training, maintenance guidance, and access to important spare parts.
XFX Tube Mill Machinery provides factory-direct project communication, custom tube mill solutions, on-site installation and training when arranged, remote technical support, spare parts support, and long-term after-sales service. The service scope should be confirmed clearly in the final quotation and contract.
Buyer Checklist Before Requesting a Quotation
- Tube shape and exact outside diameter
- Corresponding wall thickness for every important size
- Raw material and material grade if available
- Main sizes and occasional sizes
- Required finished tube length
- Cold saw or hot friction saw preference
- Black pipe, galvanized pipe, or another surface requirement
- Expected downstream scaffolding component process
- Country, purchase schedule, company name, WhatsApp, and email
FAQ
Can I choose a scaffolding pipe tube mill only by diameter?
No. The supplier should check every important tube diameter with its corresponding wall thickness, raw material, finished length, cutting requirement, and required configuration.
Can one tube mill produce every scaffolding pipe size?
Not automatically. The practical production scope depends on the machine model, exact sizes, wall thicknesses, material, roll tooling, HF welder, and other configuration. Final confirmation should follow a review of the real product list.
Should I choose a cold saw for scaffolding pipe?
A cold saw can be useful when cleaner pipe ends and cutting quality are important. A hot friction saw may suit other projects. The decision should consider tube specification, speed, end quality, maintenance, and budget.
Do I need a zinc spraying machine?
It may be useful when producing GI pipe from pre-galvanized strip and weld seam zinc protection is required. The final choice depends on raw material, welding process, coating expectation, and finished pipe requirement.
What information helps XFX recommend a tube mill?
Send the tube shape, exact size, matching wall thickness, raw material, main products, cutting requirement, country, purchase time, company name, and WhatsApp or email.
Get a Scaffolding Pipe Tube Mill Solution
Send your scaffolding pipe specifications to XFX Tube Mill Machinery. We will review the machine model and configuration according to your actual tube sizes, corresponding wall thicknesses, material, cutting requirement, and production plan.
Related pages: High Frequency Welded Tube Mills, Tube Mill Cutting Saws, Zinc Spraying Machine for GI Pipe, FX Tube Mill Model Selection Guide, and Contact XFX for a Quotation.
Recent Posts

October 26, 2016
The Most Successful Engineering Contractor
Aug 26, 2024
Tube Mill for Fitness Equipment Tube Production




Request a Tube Mill Quote
Tube Mill Inquiry Information
Line Quantity
Unit
Set
Please send your tube shape, exact tube size, wall thickness, raw material, country, purchase time, WhatsApp or email, and company name. XFX will help check the suitable tube mill model and configuration for your production plan.